Every high-performance PET bottle that rolls off a production line represents a complex balance of heat mechanics, volumetric compression, and sequence timing. When these operational inputs shift out of sync, rejection rates climb—eroding plant profitability.
In high-speed packaging, even minor process fluctuations can trigger structural or aesthetic defects. This increases scrap ratios, wastes raw material, and leads to expensive client rejections. Correcting these failures requires looking past surface symptoms to identify and resolve the underlying engineering root causes.
01. Why Does Air Consumption Keep Increasing?
High-pressure compressed air represents one of the largest continuous utility expenses on the plant floor. A sudden or gradual spike in air consumption signals system inefficiencies that directly drive up per-unit production costs.
- Pneumatic leakage across fittings, seals, or high-pressure blowing valves
- Sub-optimal air recovery system bypass calibration
- Setting excessively high blow pressures for simple bottle geometries
- Extending high-pressure blowing cycles beyond technical requirements
- Implement rigorous ultrasonic leakage audits across high-pressure pathways
- Optimize blow pressure limits matching exact container specifications
- Integrate advanced, modern air recovery units to capture and repurpose exhaust air
- Utilize precision servo-controlled blowing manifolds to reduce dead-space volume
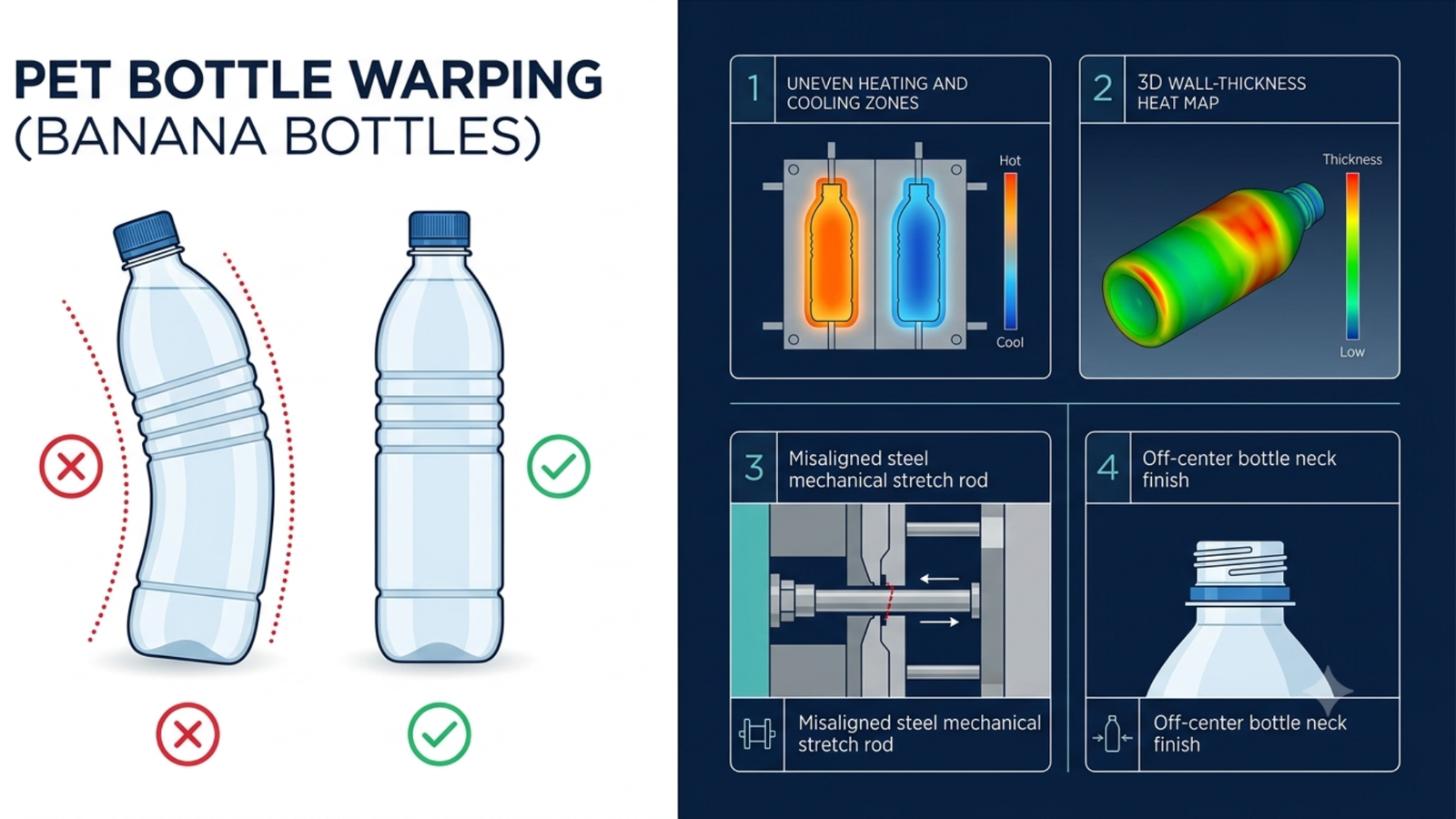
02. Why Do Banana Bottles Occur?
A "banana bottle" is a defect where the container bends or warps off-axis after ejecting, failing to stand perfectly upright on flat conveyor lines. This completely disrupts high-speed filling, labeling, and packaging workflows.
- Uneven or unbalanced cooling across different mould cavity halves
- Non-uniform preform heating causing material thickness variance
- Physical misalignment of the mechanical stretch rod
- An off-center preform position prior to stretch initiation
- Ensure balanced, clean coolant flow loops through both mould halves
- Adjust and optimize multi-zone infrared heating profile settings
- Verify mechanical stretch rod alignment using precise calibration tools
- Check preform feeding mechanisms to secure centered entry every cycle
03. Why Do Lightweight Bottles Collapse?
While lightweighting is critical for reducing resin material costs, reducing wall thickness without correcting your process profile can compromise top-load strength, leading to structural failures under load.
- Poor bi-axial material distribution during the blowing phase
- Low orientation crystallinity caused by running too cool
- Sub-optimal geometric rib or base design for lighter weights
- Exceeding recommended filling temperatures for the material structure
- Optimize preform design to match lightweight material distribution requirements
- Tune infrared heating levels to maximize material orientation crystallinity
- Refine container geometry, reinforcing structural stress zones
- Evaluate and test physical top-load performance under real-world filling pressures
04. Managing Non-Uniform Wall Thickness
Non-uniform material distribution creates weak structural zones, making bottles highly susceptible to bursting during filling, warping under top loads, or failing during palletized transit. Correcting this variance requires tight control over your temperature profiles and stretching speeds.
This common processing defect typically occurs when inconsistent preform heating profiles prevent balanced stretching. If one quadrant of the preform is cooler, it resists stretching and remains thick, while the hotter zones stretch excessively thin. This can be resolved by optimizing lamp settings inside the heating ovens, verifying clean venting inside the mould cavities, and precisely calibrating the pressure sequence start times.
The Real Financial Impact of High Rejection Rates
Every single rejected bottle costs your business far more than just raw plastic resin. A high scrap rate actively wastes high-pressure compressed air, electrical heating energy, machinery capacity, labor hours, and production wear-and-tear. Transitioning from reactive troubleshooting to structured, engineering-backed preventive maintenance directly protects your bottom-line profitability.
The Root-Cause Engineering Approach
Many floor operators attempt to correct sudden defect outbreaks by making random adjustments to high-pressure blowing profiles or heating values. This approach often only masks the symptoms temporarily rather than addressing the core physical problem. Leading manufacturers achieve consistent, low-scrap operations by maintaining strict control over key process inputs:
- Precise Servo Coordination: Ensures stable, repeatable stretching speeds across all cavities.
- Optimized Heating & Cooling: Balances material conditioning and structural crystallization.
- Consistent Pressure Sequences: Secures perfect material distribution into fine mould details.
Partnering with Global PET for Operational Excellence
At Global PET Industries Ltd., we believe production issues should be resolved through rigorous engineering, not guesswork. Our dedicated technical support teams partner directly with packaging operations to optimize performance parameters, design high-efficiency custom moulds, and deliver comprehensive operator training. Our goal is to supply you with advanced blow moulding machinery while equipping your plant to run at peak efficiency and profitability.